🏭 In a nutshell
- A manufacturing intranet is a secure internal platform that connects factory floor teams with managers and corporate HQ.
- Key benefits: better safety compliance, faster shift handovers, engaged deskless workers, centralized documentation.
- Must-have features: mobile access, offline mode, multilingual support, document versioning, shift communication tools.
- Built on Microsoft 365, Powell Intranet is purpose-built for complex, multi-site manufacturing environments.
What is a manufacturing intranet, and why is it different from a standard intranet?
A manufacturing intranet is an internal digital platform that connects every employee across an industrial organization: from production floor operators to senior leadership: through a single, centralized interface. It brings company news, safety procedures, shift information, HR services and technical documentation into one place that works as well on a shared tablet at the end of a production line as it does on an office PC.
If the concept is new to you, our article explaining what is an intranet covers the fundamentals. The short version: a standard intranet assumes its users sit in front of a screen all day. An intranet for manufacturing cannot afford that assumption.
The differences are structural. Industrial organizations run on shift-based work patterns, so communication has to reach people at 6 am and 10 pm with the same reliability. Many employees have no fixed PC, which makes mobile and tablet access the primary channel rather than a nice extra. The audience includes operators, technicians and maintenance workers whose day leaves little room for browsing. And most manufacturers operate several sites, often in several countries, which adds multi-site support and multilingual capability to the list of non-negotiables. Manufacturing intranet software is designed around these constraints from the start, rather than adapted to them after the fact.
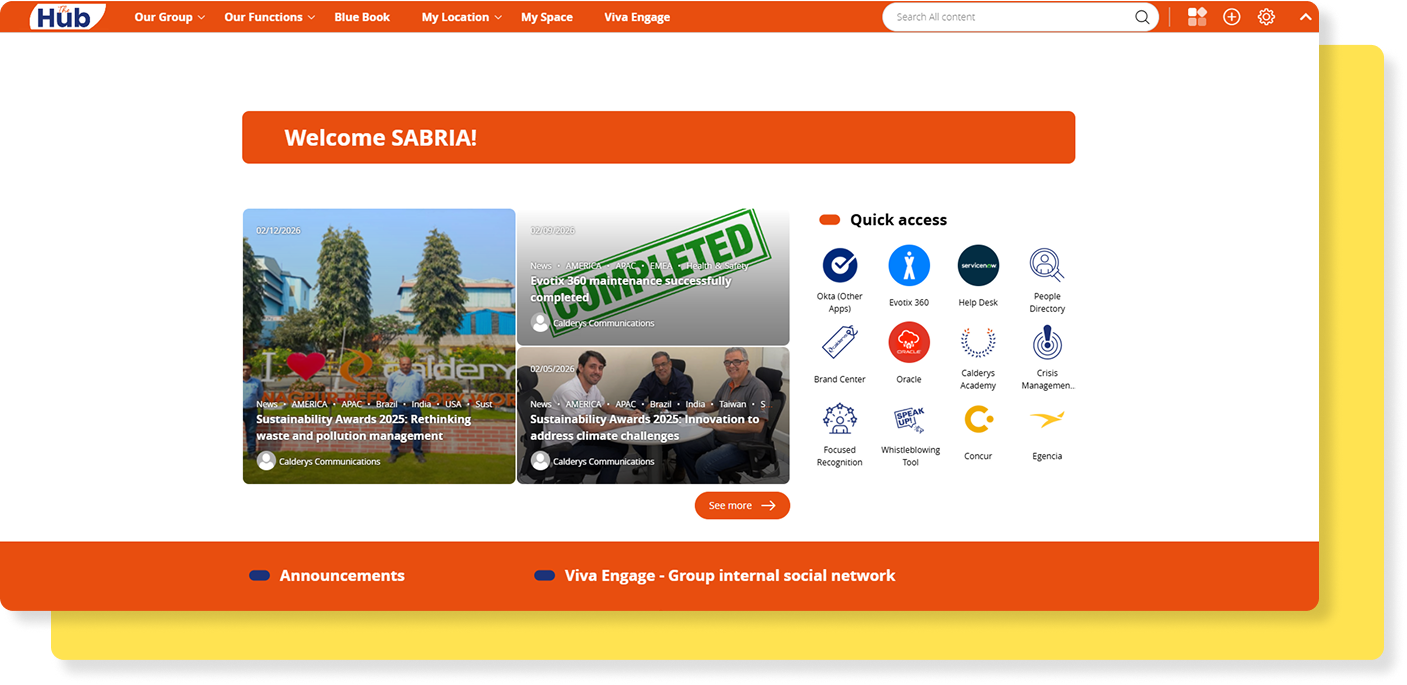
Calderys, a global refractory minerals manufacturer with around 3,000 employees running its group communication on Powell Intranet.
Know more about Calderys intranet
Key benefits of an intranet for manufacturing companies
The business case for an intranet for manufacturing companies rests on problems every plant manager already recognizes.
Improved safety and compliance. Safety procedures, OSHA requirements and standard operating procedures become accessible in real time, from any device, in their current version. When a regulation changes, the document updates everywhere at once, which beats hoping someone replaced the laminated sheet next to the machine.
Faster shift handovers. Digital shift briefings replace paper notes and hallway summaries. Incoming teams see ongoing incidents, open work orders and daily instructions before they pick up a tool. A few minutes saved per handover, multiplied by three shifts, several lines and 365 days, quietly becomes one of the strongest ROI lines in the whole project.
Engaged deskless workers. Operators get access to company news, HR benefits and training, just like their office-based colleagues, through an employee intranet designed for how they actually work. That reduces the feeling of exclusion that fuels frontline turnover. McKinsey’s Social Economy research estimated that well-connected employees can be 20 to 25% more productive, and manufacturing is where that headroom is largest.
Reduced downtime. Technical manuals, troubleshooting guides and maintenance expert contacts are a search away instead of a walk away. The maintenance technician who finds the right schematic in thirty seconds is the cheapest productivity program you will ever run.
Multi-site alignment. One platform aligns plants, warehouses, offices and field teams on the same information, so the Monterrey site and the Lyon site stop operating on different versions of reality. HR teams gain a direct channel to the production floor too; our article on the intranet for HR explores that angle in detail.

Essential features of a manufacturing intranet
Not every platform marketed as manufacturing intranet software deserves the label. These are the features that separate a manufacturing intranet portal that operators actually use from a corporate homepage they ignore. For the generic baseline, see our overview of intranet features; everything below is what manufacturing adds on top.
- → Mobile-first access. Non-negotiable for operators without a fixed workstation. A mobile intranet app must work on personal devices and on shared ones in kiosk mode, because in most plants both situations exist on the same line.
- → Offline mode. Refrigerated warehouses, basements and remote industrial zones have one thing in common: terrible connectivity. Critical procedures and safety documents need to be cached on the device, not held hostage by the Wi-Fi.
- → Shift communication tools. Team messaging, digital shift briefings, handover reports and push alerts, structured around the rhythm of the plant rather than the rhythm of the inbox.
- → Document management and version control. SOPs, safety data sheets and equipment manuals must be versioned, archived and instantly accessible. The dangerous document is rarely the missing one. It is the outdated one that still looks official.
- → Multilingual support. Manufacturing plants routinely employ multilingual teams, and a procedure nobody understands is a procedure nobody follows. Content needs to exist in the languages of the site, whether that means Spanish, French or Polish, ideally with automatic translation handling the long tail.
- → Personalized news feeds. Each operator sees content relevant to their site, department and role. Relevance is the entire adoption game: the third irrelevant corporate announcement is the last one a frontline worker opens.
- → Training and onboarding modules. New hire onboarding, safety training and internal certifications, with completion tracked where managers can see it.
- → Analytics and intranet KPIs. Engagement metrics, most-read content and, just as useful, what the night shift never opens. You cannot fix a communication gap you cannot see.

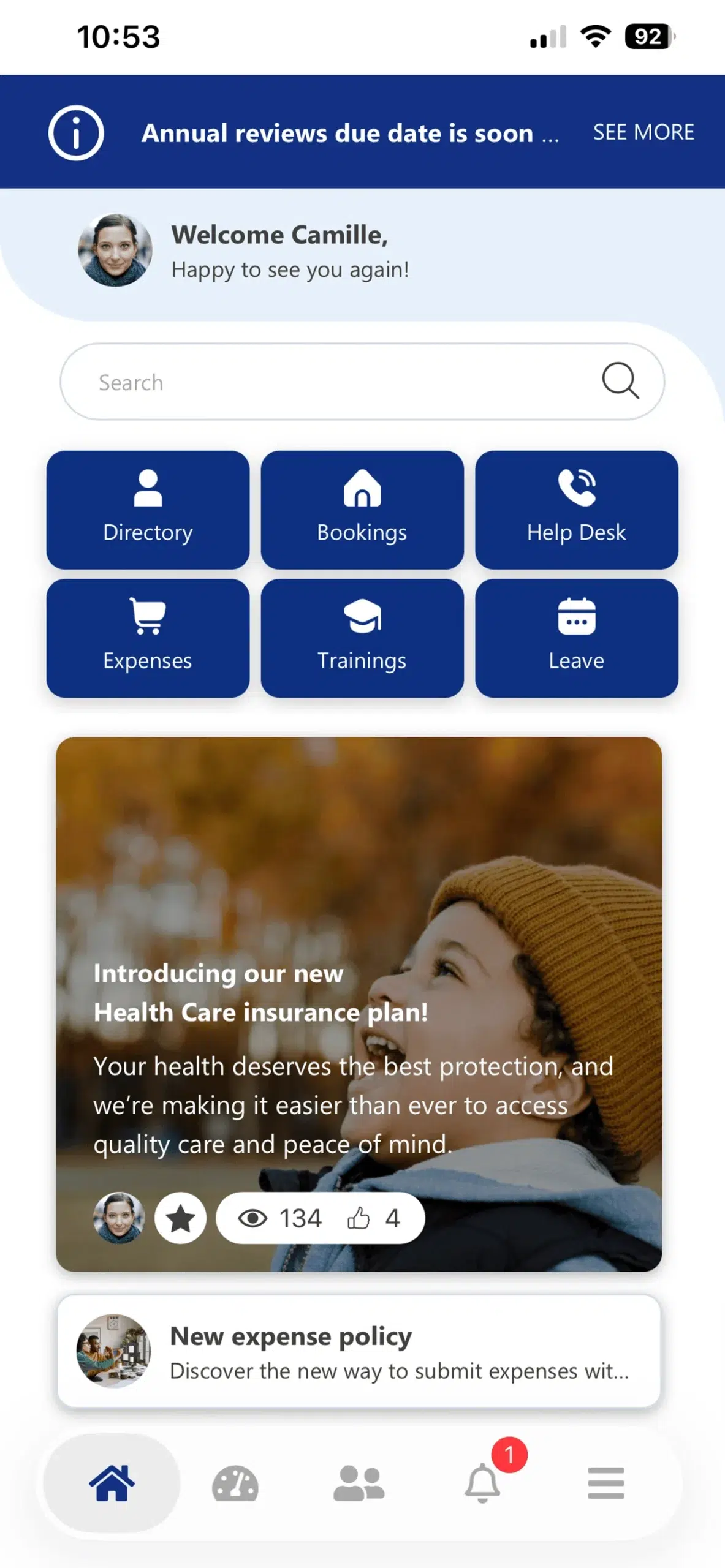
How a manufacturing intranet supports frontline and deskless workers
The frontline workers intranet challenge in manufacturing plants is specific. Many operators have no corporate email account, so anything that requires one excludes them by design. Workstations rotate, so personal logins on fixed PCs do not map to reality. And digital literacy varies widely across profiles and generations, which punishes any interface designed for people who live in a browser.
The right platform removes each barrier deliberately: QR code login instead of passwords nobody remembers, a simplified interface that surfaces five things rather than fifty, push notifications to personal mobile devices for what genuinely matters, and kiosk mode on shared tablets at the line. Our piece on the intranet for remote work covers the adjacent problem of distributed teams, and Powell’s solutions for remote workers page shows how the two come together.
There is also a hard business argument for digital inclusion. Frontline employees who feel informed and connected to the company stay longer and work safer, and in an industry where replacing a skilled operator takes months, that is not a soft benefit. Powell addresses this population natively, with a dedicated frontline worker experience rather than a stripped-down afterthought.
Manufacturing intranet and compliance: what regulated industries need to know
Manufacturing operates under some of the strictest regulatory frameworks in the economy: OSHA in the US, ISO 9001 for quality, ISO 45001 for occupational health and safety, FDA requirements for pharma production, REACH for chemicals. A manufacturing intranet is part of that compliance story whether you plan it or not, because it is where procedures live and where the evidence trail starts.
Concretely, the platform must provide access control on sensitive documents, audit trails showing who read which procedure and when, secure archiving, and rights governance that survives reorganizations. Our guides on intranet security and intranet governance go deeper on both.
This is where a SharePoint intranet for manufacturing has a structural advantage. Built on Microsoft 365, it inherits Microsoft’s enterprise certifications, including ISO 27001 and GDPR alignment, rather than asking you to evaluate a separate vendor’s security from scratch. Powell applies the same logic across other regulated sectors, from banking to the public sector to healthcare, where our hospital intranet article shows what compliance-grade looks like in practice.
How Powell helps manufacturing companies build their intranet on Microsoft 365
Powell Intranet transforms Microsoft 365 and SharePoint into a manufacturing-ready intranet hub without starting from scratch. The logic is simple: most industrial organizations already own M365, their IT teams already trust it, and their data already lives in it. Powell adds the layer that makes it work for a factory, not just an office.
That layer includes pre-configured industry templates, native frontline worker support, an interface customizable by site, team and language, and built-in analytics. Industrial groups like SMS Group (13,500 employees in metallurgical machinery), Calderys, Endress+Hauser and Reifenhauser run their internal communication on Powell, across multiple plants, languages and time zones. If you are weighing the build-versus-buy question, our article asking whether a SharePoint intranet is enough on its own is the honest place to start, and if you want to see SharePoint intranet examples, we have a full gallery. The Powell Intranet product page covers capabilities in detail.
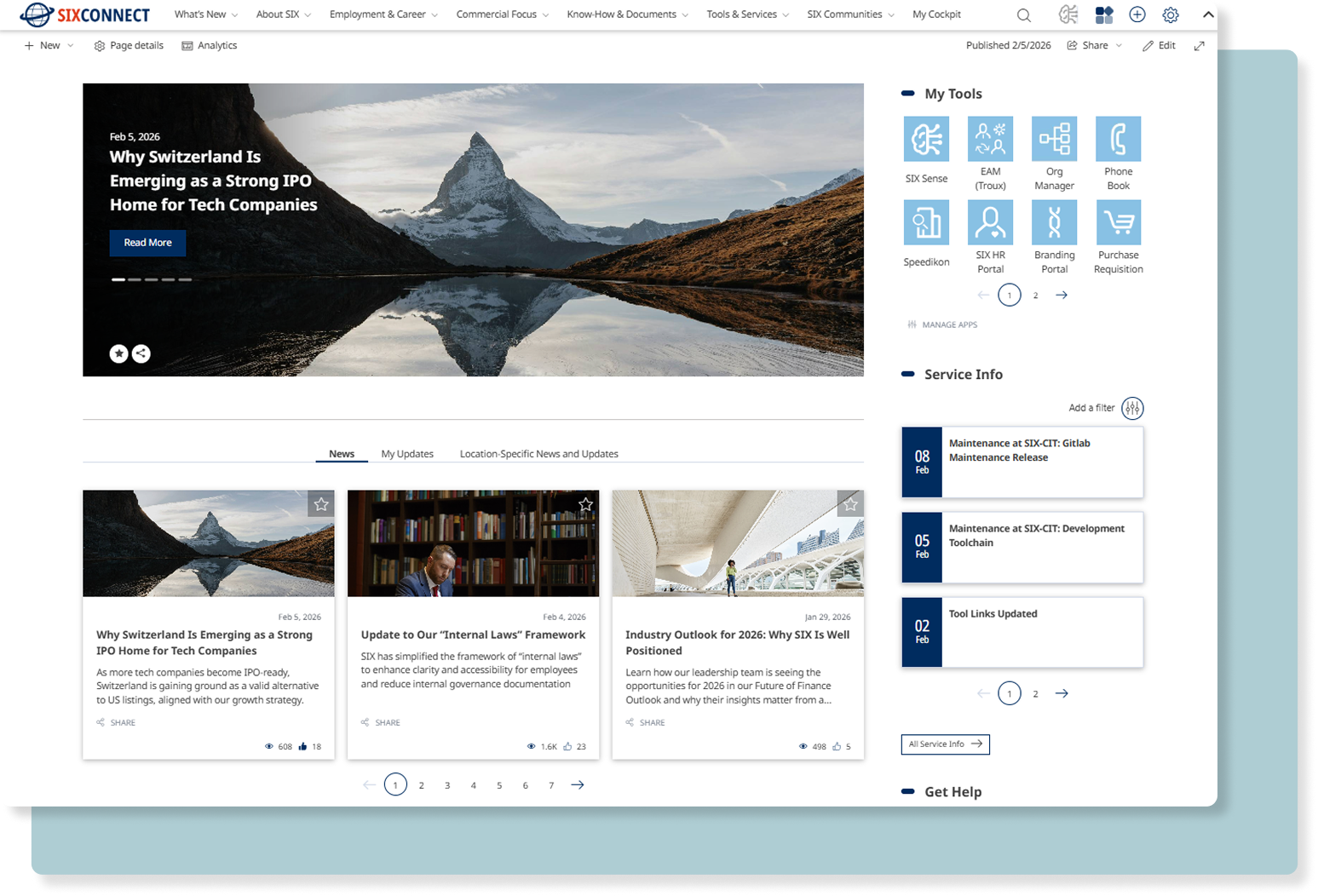
Home page example of SIX Connect: a 5,600-employee company in the financial services sector
Know more about SIX Connect Intranet
Conclusion
A manufacturing intranet is far more than a digital bulletin board. It is the central nervous system of an industrial organization: the place where safety lives, where shifts hand over, where ten sites stay aligned, and where deskless workers finally stop being second-class citizens of the digital workplace. The benefits compound across safety, engagement, compliance and multi-site communication, but only if the platform was designed for the realities of the plant floor.
Whether you are looking to connect your factory floor workers, improve shift handover processes, or centralize your SOP documentation, the right intranet can transform your manufacturing operations. Before you launch, our guide to intranet best practices will help you avoid the classic mistakes.
FAQ
A manufacturing intranet is a secure internal platform that connects factory floor operators, technicians, managers and corporate teams through one centralized interface. Unlike a standard intranet, it is designed for shift work, mobile and shared-device access, multiple sites and multilingual teams.
The main benefits are stronger safety compliance, faster shift handovers, more engaged deskless workers, reduced downtime through instant access to technical documentation, and alignment across plants and sites on a single source of truth.
Must-have features include mobile-first access with kiosk mode, offline availability, shift communication tools, document management with version control, multilingual support, personalized news feeds, training modules and engagement analytics.
Remove the barriers that exclude them: offer QR code or simplified login instead of corporate email accounts, push notifications to personal devices, a simplified mobile interface, and shared tablets in kiosk mode on the production line.
SharePoint provides a strong, secure foundation, but out of the box it is built for desk-based work. Platforms like Powell Intranet build on SharePoint and Microsoft 365 to add the frontline experience, templates and governance that manufacturing environments require.

Jordan Washington
Regional Marketing Manager


